
Dela tips om energibesparing och minskad förbrukning för luftstrålevävstolar
2026-01-29
I. Huvudmunstycke: Exakt positionering och tryckanpassning för att minska ineffektiv luftförbrukning.
Huvudmunstycket är kraftkällan för den initiala accelerationen av väftgarnet. Dess position och tryck avgör direkt luftflödesutnyttjandet. Energiförlust orsakad av övertryck och positionsfeljustering måste undvikas.
1. Installationsposition: Exakt kalibrering baserad på luftflödeskonens form.
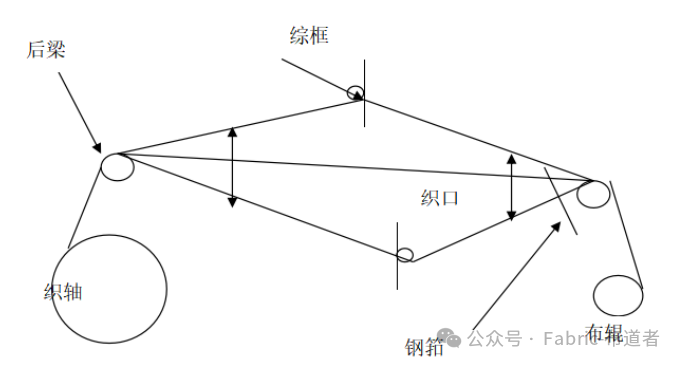
Kärnprincip: Avståndet mellan huvudmunstycket och den första oregelbundet formade rörtanden avgör graden av luftflödesdiffusion – om avståndet är för nära kommer luftflödet inte att vara helt fokuserat innan det går in i rörspåret, vilket lätt kolliderar med rörtänderna och avger energi; om avståndet är för långt kommer luftflödesdiffusionen att intensifieras och misslyckas med att dra effektivt i väftgarnet.
Praktisk metod: Använd ett stroboskop för att observera formen på luftflödeskonen (luftflödeskonen är konisk, med spetsen pekande mot mitten av tungspåret). Justera avståndet så att luftflödeskonen precis täcker tungspårets inlopp och att konvinkeln minimeras (ideal konvinkel ≤ 30°). Till exempel är ett rekommenderat avstånd för en viss modell 15–20 mm, vilket behöver finjusteras baserat på tungspårets bredd (vanligtvis 4–6 mm).
2. Tryckinställning: Principen för "-lägsta effektiva tryck"
Matcha tryck med inslagsgarnens egenskaper: Trycket måste ta hänsyn till inslagsgarnsantalet (lägre tryck för fina deniergarner, måttligt högre tryck för grövre garner), tygbredd (något högre tryck för bredare tyger) och maskinhastighet (hög hastighet kräver korta pulser av högt tryck, låg hastighet möjliggör lägre tryck).
Justeringsstandard: Använd få väftbrott, inga lösa kanter/väftkrympning som baslinje, och minska gradvis trycket till det kritiska värdet. Till exempel, med 60S rent polyestergarn, vid en hastighet av 650 rpm, kan huvudmunstyckets tryck minskas från 0,4 MPa till 0,32 MPa (en minskning med 20%), utan en signifikant ökning av väftgarnsbrottshastigheten, vilket resulterar i en betydande minskning av luftförbrukningen.
Riskvarning: För högt tryck kan orsaka snabb uppsnörning och brott på väftgarnet (särskilt med svagt tvinnade garner). Samtidigt ökar luftflödet som påverkar varpgarnet friktionsmotståndet, vilket indirekt ökar luftförbrukningen.
II. Hjälpmunstycken: Förfinad kontroll av processparametrar (står för 75 % av luftförbrukningen, kärnoptimeringsmålet). Hjälpmunstycken ansvarar för väftgarnets spänning och acceleration under hela dess bana. Den koordinerade optimeringen av deras tryck, tid, position och typ är nyckeln till att minska luftförbrukningen.
1. Strategi för tryckinställning
Under väftens flykt måste luftflödeshastigheten från hjälpmunstyckena vara större än väftgarnets initialhastighet (dvs. väftgarnets flykthastighet). Väftgarnets framkant måste alltid vara under påverkan av höghastighetsluftflöde. Detta kräver att hjälpmunstyckets lufttryck är större än huvudlufttrycket. Dessutom, när väftgarnets framkant flyger framåt, måste hjälpmunstyckena sekventiellt öppna och stänga sina lufttillförselventiler för att förhindra att väftgarnet trycks framåt och kläms bakåt.
I den faktiska produktionen bestäms dock hjälpmunstyckets tryck vanligtvis genom att öka det förutbestämda huvudmunstyckets tryck med 0,02~0,1 MPa. Man bör vara noga med att minska väftgarnsbrott och spara luftförbrukning.
2. Sprutningstid: "Avancerad öppning + Precis stängning"
Öppningstid (framkant): Varje hjälpmunstycksgrupp bör öppnas 10°–20° innan väftgarnet anländer (inställt via vävstolskodaren) för att säkerställa att luftflödet verkar på väftgarnets framkant i förväg.
Stängningstid (fördröjningsvinkel): Den sista gruppen av hjälpmunstycken stänger 20° efter att väftgarnet når stadkanten (20° fördröjningsvinkel) för att undvika att stängas för sent och orsaka att luftflödet påverkar varpgarnet. Obs: Stängningstiden får inte överstiga "20° efter att väftgarnet når stadkanten, " annars har munstycket redan kommit in under den nedre varpgarnet och luftflödet blir helt ineffektivt.
Total spruttid för hjälpmunstycke: Kontrolleras mellan 40°-80° (motsvarande en vävstolshastighet på 600-800 rpm). För lång tid ökar luftförbrukningen, medan en för kort tid lätt kan leda till att väftgarnet slackar.
Starttidsinställningarna för varje hjälpmunstycksgrupp följer följande mönster:
Sprutningstiden för de fyra första hjälpmunstycksgrupperna är kortare än för de fyra sista hjälpmunstycksgrupperna. Detta beror på att när de fyra första hjälpmunstycksgrupperna arbetar, arbetar huvudmunstycket kontinuerligt och delar en del av väftinsättningsuppgiften med hjälpmunstyckena.
De fyra sista hjälpmunstycksgrupperna har inte hjälp av huvudmunstycket, så deras arbetstid behöver förlängas för att uppfylla kraven för insättning av väfttråd. I verkligt arbete är det ibland nödvändigt att avsiktligt förlänga arbetstiden för den sista hjälpmunstycksgruppen för att minska defekter som väfttrådens studs.
3. Installationsplats: "Vinkelkonsekvens + Gruppmatchning"
Standardisering av vinkelparametrar: Hjälpmunstycket måste vara i linje med mitten av rörspåret. Ställ in sprutvinkeln α = 8° (uppåt) och sprutriktningsvinkeln β = 5° (bakåt) för att säkerställa att luftflödet kommer in i mitten av rörspåret och konvergerar med huvudluftflödet.
Gruppmatchning: Hjälpmunstycken av samma modell har toleranser i sina α- och β-vinklar (t.ex. importerade munstycken har en α-avvikelse på ±0,5°, inhemska munstycken ±0,7°). De måste grupperas enligt de uppmätta vinklarna (t.ex. Grupp A α = 7,5°-8,5°, Grupp B α = 8,5°-9,5°). Munstycken inom samma grupp bör användas i kombination för att undvika störningar i luftflödets riktning.
Hjälpsprutans justerare i maskinen Hjälpkalibrering: Använd en dedikerad justerare. Placera sensorn i tungspåret för att ta emot luftflödessignalen och visa avvikelsen i realtid mellan luftflödets centrum och tungspårets centrum. Finjustera munstyckets vinkel manuellt tills avvikelsen är ≤0,5 mm.
Kalibrering av justerare för hjälpspruta i maskinen: Använd en dedikerad justerare. Placera sensorn i tungspåret för att ta emot luftflödessignalen och visa avvikelsen mellan luftflödets centrum och tungspårets centrum i realtid. Finjustera munstyckets vinkel manuellt tills avvikelsen är ≤0,5 mm.
4. Munstyckestyp: "Kluster med flera hål + lågresistansdesign" är att föredra.
Strukturell jämförelse: Munstycken med ett hål har snabb luftflödesdiffusion och kort räckvidd; generellt sett anses munstycken med flera hål (t.ex. 19×φ0,05 mm regelbundet hexagonalt arrangemang) ha bättre luftflödeskluster och längre räckvidd (30 % längre räckvidd än munstycken med ett hål).
Rekommendation för urval: Prioritera munstycken med flera hål (särskilt för vävstolar med bred bredd), i kombination med strömlinjeformade munstyckshus (för att minska luftflödets friktionsmotstånd), vilket kan minska luftförbrukningen för ett enda munstycke med 15–20 %.
III. Magnetventil: Förkorta den effektiva stråltiden och minska "ineffektiv fördröjning". Öppnings- och stängningsfördröjningen för magnetventilen (0,06 s öppningsfördröjning, 0,04 s stängningsfördröjning) leder till slöseri med luftflöde, och "ineffektiv stråltid" måste komprimeras genom parameteroptimering.
1. Matchning av aktionstid och spänning
Effektivt strålområde: Den effektiva stråltiden (segment bc) är perioden mellan det att trycket stiger till 90 % (t1) efter att magnetventilen öppnas och trycket sjunker till 50 % (t2) när den stängs, inte hela öppnings- och stängningstiden (segment ab+cd).
Felsökningsmetod: Övervaka magnetventilens strömvågform med ett oscilloskop och justera spänningen (t.ex. öka från 24V till 28V) för att förkorta öppningsfördröjningen. Alternativt kan du ställa in en "föröppnings"-inställning i PLC-programmet (utlösa en elektrisk vinkel på 5°-10° i förväg) för att säkerställa att luftflödet når ett stabilt tryck innan väftgarnet anländer.
2. Gruppkontrollstrategi och pipelineoptimering
Oberoende styrning av huvudmunstyckets magnetventil och hjälpmunstyckets magnetventil: Huvudmunstycket öppnas endast i det inledande skedet av väftinsättningen, medan hjälpmunstyckena öppnas i grupper, vilket undviker trycköverlagring och spill som orsakas av flera munstycken som sprutar luft samtidigt.
Under väftinsättningen ökar väftgarnets massa med väftinsättningens längd när det flyger genom olika sektioner, vilket kräver en motsvarande ökning av den erforderliga väftbärande luftflödeshastigheten.
Hjälpmunstycken bör helst matas med luft från två separata luftcylindrar. Eftersom huvudmunstycket stängs när väftgarnet nästan är ute ur garnets skydd, måste lufttrycket från hjälpmunstyckena på höger sida ökas för att förhindra att väftgarnets färdhastighet minskar.
Denna separata lufttillförsel möjliggör oberoende kontroll av luftflödestrycket i de två väftinföringssektionerna. Detta minskar luftförbrukningen avsevärt och hjälper även till att stabilisera väftgarnets bana.
Huvudrörledningens diameter ≥25 mm (ursprungligen 16 mm) för att minska tryckförlusten längs rörledningen (tryckfall ≤0,02 MPa per 10 m rörledning);
IV. Vävvävhastighet och processkoordinering: Undvik att blint öka hastigheten
Samband mellan hastighet och luftförbrukning: För varje 100 rpm ökning av maskinhastigheten ökar antalet väftinsättningar per tidsenhet, och luftförbrukningen ökar linjärt (t.ex. ökar luftförbrukningen med 18 % vid 700 rpm jämfört med 600 rpm).
Att bestämma hastigheten på en vävstol kräver hänsyn till ett flertal faktorer. I faktisk produktion är en högre vävstolshastighet inte alltid bättre; den bör bestämmas utifrån de specifika omständigheterna i varje fabrik för att optimera effektivitet och energiförbrukning.
VI. Sammanfattning: Nyckeln till systematisk energireduktion
Att minska luftförbrukningen i luftstrålvävstolar kräver att principerna för "precisionsstyrning + dynamisk matchning + systemkoordinering" följs:
Huvudmunstycke: Minska den initiala luftförbrukningen genom att använda "minimum effektivt tryck + optimal position";
Hjälpmunstycke: Förbättra luftflödesutnyttjandet genom "gradienttryck, exakt timing och gruppmatchning" (luftförbrukningen står för 75 %, med maximal optimeringspotential);
Magnetventiler och lufttillförselsystem: Förkorta ineffektiva fördröjningar och segmentera lufttillförseln för att minska redundant luftflöde;
Global samordning: Justera parametrar dynamiskt baserat på vävstolshastighet och väftgarns egenskaper för att undvika en 'en-storlek-passar-alla'-metod.
Slutmål: Uppnå en minskning av luftförbrukningen per vävstol med 15–25 % samtidigt som tygkvaliteten säkerställs (väftbrottshastighet <1 %, väftkrympningshastighet <0,5 %), samtidigt som energibesparingspotentialen utforskas ytterligare genom tekniker som variabelfrekvensluftkompressorer och återvinning av spillvärme.

Nyheter
Varm Nyheter


Contact Us
-
Telefon:+86-519-83388368、86-13775633505
-
Fax:+86-519-83388368
-
E-post:admin@yongxushengmachine.com